Inspection Cycle
1. Normally, the inspection cycle of composite gas cylinders is 3 years. Its service life is determined by design service life in the product specification.
2. Once gas cylinders are corroded seriously, damaged or their reliability is in doubt during their service life, they should be inspected.
3. When gas cylinders are out of service for more than one inspection cycle, they should be inspected before going to service.
Inspection Items
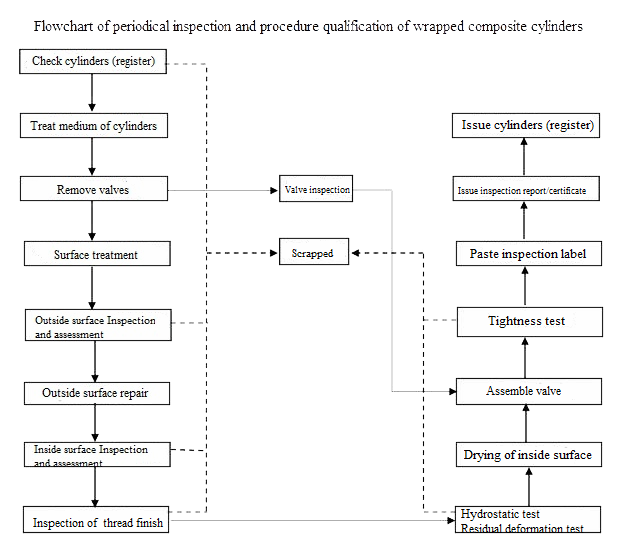
Periodic inspection items of gas cylinders contain external visual inspection, internal visual inspection, thread finish inspection, hydraulic test, drying of inside cylinders, valve inspection and tightness test.
Inspection Process
1.Inspection provision
1.1Stamps inspection and recording
1.1.1Manufacture stamp and inspection stamp of gas cylinders should be inspected one by one. The following information should be recorded in detail in “Gas cylinders appearance inspection assessment form”: user, inspection date, ID, water volume, nominal working pressure, manufacture date, hydraulic test date, thread specifications etc.
1.1.2Gas cylinders produced by manufacturer without manufacture license from national special equipment safety supervision and management department, whose inspection mark is inexplicit or key items are lacked and no available, should be rejected, scraped.
1.1.3Inspection of gas cylinders whose service life exceeds designed service life should be rejected, and gas cylinders should be scraped.
1.1.4For gas cylinders are sent for inspection in advance, reasons should be investigated and recorded in detail.
1.1.5 The medium in gas cylinders should be air, oxygen or mixture of nitrogen and oxygen. If the inside medium is unknown and valves cannot be opened, gas cylinders should be separated from other inspection-waiting ones, for further proper treatment. Oil should be prohibited during testing. Degreasing treatment should be done after tested for gas cylinders filled with oxygen.
2.Remove of valves
If gas cylinders are filled with compressed gas, the valves should be opened slowly for air-bleed until the inside gas pressure is consistent with environment gas pressure. After gas cylinders are placed on fixture and clamped tightly, valves should be removed in a proper way.
3.Internal and external surface cleaning of gas cylinders
Internal and external surface dirt, corrosives, loose protection layer of gas cylinders should be cleaned using neutral detergent and pure water whose temperature is no more than 60℃.
4.External cleaning of gas cylinders
Inspectors should check entire external surface of gas cylinders. Stickers should be removed if they cover the damages and suspicious damages of gas cylinders. The suspicious damages contain scratch of labels and stickers, obvious impact marks, engine oil and so on. Stickers which swell in water or impact test results by water absorption should be removed.
5.Internal cleaning of gas cylinders
5.1Clean up all objects inside the gas cylinders
5.2Inspect all the objects taken from the gas cylinders and record in “Gas cylinders appearance inspection assessment form”
6.External appearance inspection assessment
6.1Before performing hydraulic test, visual inspection should be done, and results should be recorded in “Gas cylinders appearance inspection assessment form”
6.2Damage classification
Damages are classified into 3 Classes.
•Class 1: They are slight damages such as wear of protection layer or a few glass fibers, tiny scratch, unobvious impact mark. Such damages do not have negative influence on gas cylinders safety and continuous usage, which is normal and permitted, can be continuously used. (For example, Figure F. 2, Figure F. 5, Figure F. 7 and Figure F. 10).
•Class 2: They are wear, scratches etc. which are more serious than Class 1 damage. This damage should be repaired and hydraulic test should be conducted after then. If obvious drum appears around mend region of protection layer or mend region of protection layer peels off during hydraulic pressure test, gas cylinders should be scraped.
•Class 3: They are wear, scratches etc. which are more serious than Class 2 damage, structural damages caused by impact damage and thermal damage, chemical corrosion damage. Gas cylinders with such damage should be scraped. (For example, Figure F. 1, Figure F. 4, Figure F.8, Figure F. 9 and Figure F. 11).
6.3Judgment Criterion
6.3.1Wear
•Class 1: Its depth is less than 0.25mm. (Such as Figure F.2)
•Class 2: Its depth is greater than 0.25mm, reaching glass fiber layer, but carbon glass fiber layer is not damaged. . (Such as Figure F.2)
•Class 3: Damages are more serious than Class 2 damage and carbon glass fiber layer is damaged. (Such as Figure F.3)
6.3.2 Scratch
•Class 1: Without consideration of quantity and direction, its depth is less than 0.25mm. (Such as Figure F.5)
•Class 2: Its depth is greater than 0.25mm, reaching glass fiber layer, but carbon glass fiber layer is not damaged. . (Such as Figure F.2)
•Class 3: Damages are more serious than Class 2 damage and carbon glass fiber layer is damaged or exposed. (Such as Figure F.6)
6.3.3 Impact damage
•Class 1: White spots appear in glass fiber layer or area of lamination is no greater than 50mm2. (Such as Figure F.7)
•Class 2: Carbon glass fiber layer is exposed but not damaged.
•Class 3: Superior laminations appear on the surface, carbon glass fiber layer is exposed or Structural of gas cylinders is distorted. (Such as Figure F.8 and Figure F.9)
6.3.4Delamination
•Class 1: Whitening is limited in glass fiber layer and area is no greater than 50mm2.
•Class 2: Whitening depth is greater than 0.25mm, but carbon fiber layer is not damaged.
•Class 3: Damages are more serious than Class 2 damage and carbon glass fiber layer is damaged.
6.3.5Structural damage
•Class 3: The original Structure of gas cylinders is changed, for example, any concave and convex appear on the cambered surface or cylinder of gas cylinders, internal visual inspection reveals deformation of metal liner, and valve connecting parts appear distortion and deformation. (Figure F.9)
6.3.6Thermal damage
•Class 1: Only the protection layer is smocked, the surface can be cleaned.
•Class 3: Partial drums appear in gas cylinders, carbon fiber layer has obvious thermal damage, the appearance is changed, and metal liner is distorted etc. (Figure F.11)
6.3.7 Chemical corrosion damage
•Class 3: The winding layer is damaged by chemicals, the external surface of gas cylinders should be inspected whether there are chemical corrosion marks, for example, partial color of winding layer is changed, there are dirt or the resin becomes adhesive, unknown chemicals exist in the inside and outside surface of the gas cylinders. (Figure F.1)
7.Internal inspection and assessment
7.1Defects having influence on safety usage inside gas cylinders should be inspected one by one, gas cylinders having one of the following situation should be scraped:
a)There are cracks inside the gas cylinders.
b)There is linear deformation inside the gas cylinders.
c)The estimated depth of spot corrosion pit is greater than 0.7mm.
d)The estimated depth of linear corrosion pit is greater than 0.5mm.
e)The estimated depth of scattered spot corrosion pit is greater than 0.5mm.
7.2Location of the above defects and inspection result should be recorded in “Gas cylinders appearance inspection assessment form”.
8.Neck inspection and assessments
8.1Remove the sealing ring and inspect neck end, sealing ring groove and neck threads. Gas cylinders having one of the following situation should be scraped:
a)There are cracks at the neck end.
b)Damages such as cracks in sealing ring groove and pit have influences on sealing properties.
c)There are less than 12 continuous effective threads counting from the neck.
d)There are cracks or cracking defects among effective threads.
e)Among effective threads, there are more than 2 threads with notches and notch length exceeds 1/5 circumference, notch depth exceeds 1/3 thread height.
f)Notch exceeds one whole thread.
g)There are less than 12 effective threads because of notch.
8.2Mend of thread finish
Neck threads with slight erosion, scratches and burrs can be repaired by using M18×1.5-6H tap which accords with GB/T3464.1 and then inspected by using M18×1.5-6H thread gauge which accords with GB/T3934. For threads with other specifications, they can be repaired and inspected by using tap and thread gauge which accord with relevant standards. Gas cylinders with unqualified inspection results should be scraped.
8.3Neck inspection results are recorded in “Gas cylinders appearance inspection assessment form”.
9.Hydraulic test
9.1The tested cylinders should be stewed more than 8 hours inside test unit after filled with water. The cylinders should be hit smoothly by using a rubber hammer before tested, in order to exhaust bubbles attached to the inner wall and then filled with water.
9.2Hydraulic test should perform on tested cylinders on by one according to requirements of GB/T9251.
9.3The temperature of water inside cylinders and water jacked should be measured before tested, the temperature difference between water inside cylinders and water jacked should be on greater than 3.
9.4Hydraulic test water pressure should be 100%-103% of the water pressure marked in tested cylinders, holding time is no less than 60S.
9.5During hydraulic pressure test, if body leaks or the pressure decreases, gas cylinders should be scraped.
9.6During hydraulic pressure test, residual volumetric deformation rate should be measured at the same time. If the residual volumetric deformation rate exceeds 5%, gas cylinders should be scraped. If gas cylinders mark the volume elastic deformation, volume elastic deformation of these gas cylinders should be measured. If the measured volume elastic deformation value exceeds the marking value, gas cylinders should be scraped.
10.Drying of containers
10.1Drying method and requirements
10.1.1Gas cylinders which pass hydraulic pressure test should be dried one by one.
10.1.2After gas cylinders pass hydraulic pressure test, the cylinders should be put upside down for a period time by causing residual water to flow out of them, it can be blown by using < 70℃ degreased clean air. In order to ensure gas cylinders are completely dried, the blowing time should be enough long.
10.2Dry situation inspection
Endoscopic is used to inspect dry situation inside gas cylinders, if inside surface is completely dried, the valves can be assembled after then.
11.Valve inspection and assembly
11.1Valve inspection
11.1.1Valves threads should be inspected completely, if gas cylinders have notches, cracks, threads or fractures, these cylinders should be scraped.
11.1.2The valves should be inspected, if gas cylinders have abnormal deformation.
11.1.3Mend of thread deformation
Due to drop and impact, neck connecting threads deform. Valves threads should be repaired by using M18×1.5-6h circular die according to GB/T970.1 and then inspected by using M18×1.5-6h thread gauge according to GB/T3934. For threads with other specifications, they can be repaired and inspected by using tap and thread gauge which accord with relevant standards. Gas cylinders with unqualified inspection results should be scraped.
11.1.4Valve tightness test
11.1.4.1Tightness test should be performed on valves one by one. If they leak, new valves should be replaced. If it needs to replace sealing parts tec. Consumable parts, authority must be obtained from manufacturer and tightness test should be performed again.
11.1.4.2If the valves leak, these cylinders should be scraped.
11.2Valve assembly
After proper grease is added to valve thread and sealing ring, firstly, valves are screwed into the neck thread manually, after that Cylinder clamp is used to clamp the gas cylinders, and then valves are screwed tightly by torque wrench, the toque is 80-100 N•m.
Note: If the valves cannot be screwed in, it is not allowed to screw it in by force. Instead, valve threads should be inspected.
12Tightness test
12.1Tightness test should be performed on valves one by one after the valves are assembled.
12.2Test fixture and test method should accord with the requirement of soaking method in GB/T12137.
12.3The medium for tightness test is air and the test pressure is nominal operating pressure of Gas cylinders.
12.4If the cylinders leaks at test pressure during tightness test, they should be scraped.
Notes: Valves are allowed to be re-assembled and re-tested, if leakage is caused by improper assembly.
13.Work after inspection
13.1Inspection marking
13.1.1Qualified gas cylinders should be marked by referring to “Cylinders safety supervision regulation”.
13.1.239mm * 22mm label is used for inspection marking.
13.1.3Inspection marking contents
a)Inspection unit code
b)Inspection marking color
c)Inspection data( year, month)
d)Next inspection data ( year, month)
13.1.4Inspection marking color should accord with regulations of “Cylinders safety supervision regulation”.
13.1.5Inspection marking should be located next to the cylinder shoulder end, showing Circumference distribution. Different period inspection marking should have proper space in an orderly manner.
13.1.6The height of inspection marking font is 5-10mm, in accordance with manufacture marks, writing should be clear.
13.1.7Paste method of inspection marking
It is forbidden to mark gas cylinders by using steel seal. The inspection marking method should be as follows:
a)The surface can be polished smoothly by using 400# abrasive paper specified in clause 13.1.5, the area is approximately 45mm×25mm.
b)The inspection label pasted in polished region and covered by transparent epoxy.
13.2Inspection records and scrap
13.2.1Preservation of inspection records
|



